Your shopping cart is empty!

"The Recognized Technical Experts in Our Field"
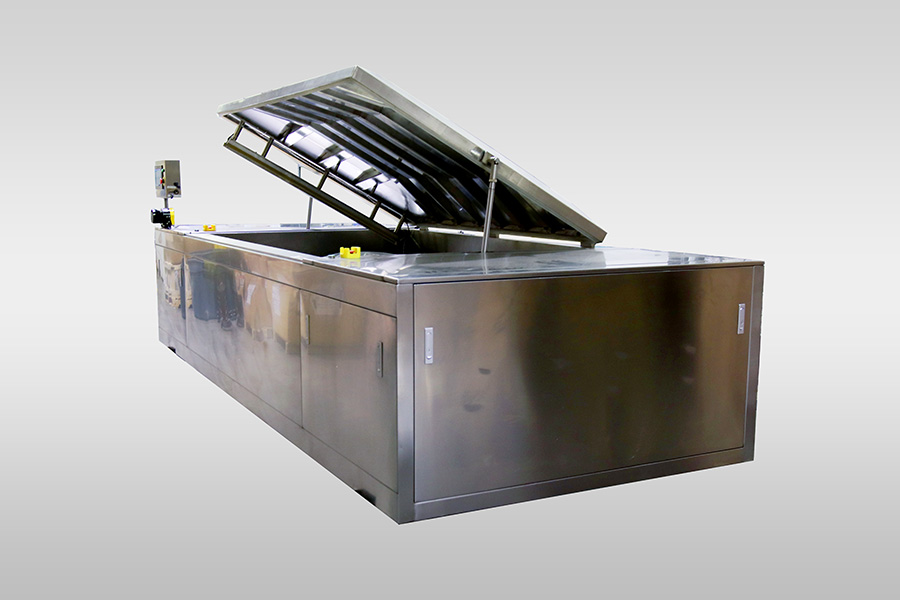
Side angle view of finished chamber sealer with lid standing open. The outside dimensions of the sealer are 150 X 60 X 48 inches (3800 X 1500 X 1200 mm.)
In the summer of 2017 IMPAK was approached by a Major Multinational Health Care Company to explore the possibility of building an extremely large chamber vacuum sealer - larger than anything built to date. Large enough to do a range of pouches up to 48” X 75” (1200 X 1900 mm.)
The Equipment Requirement Specification (ERS) was received in Spring 2018 and signed off in Dec-2018.
Designing and building this chamber sealer posed many challenges for IMPAK’s engineering staff:
IMPAK’s engineering staff went to work at warp speed to design the chamber sealer to include all of the requirements. The chamber itself was designed, produced and delivered in 12 weeks. Record time for a project of this magnitude. Solutions integrated in to the design were:
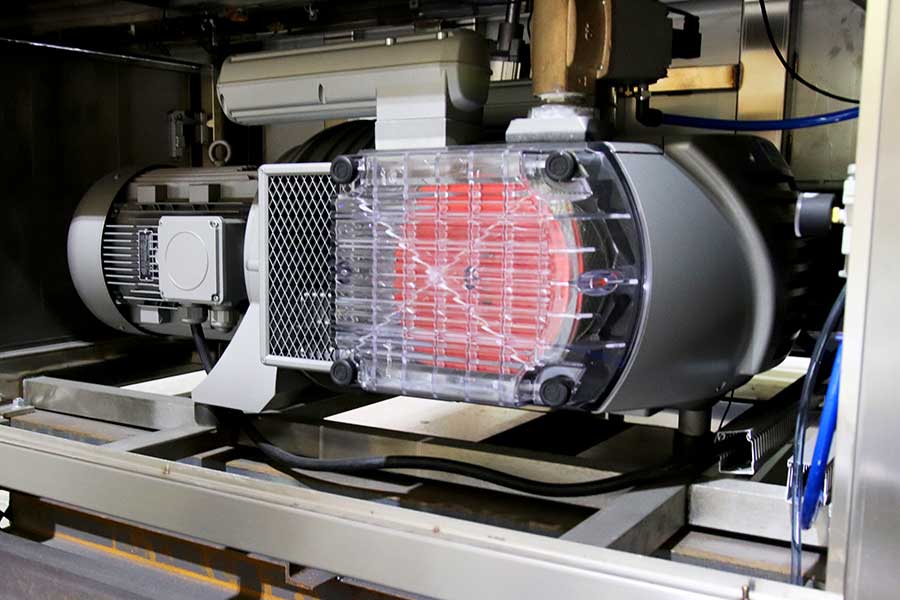
(Photo shows one of the two 10 hp rotary vacuum pumps.)

Proximity Sensor
Chamber received at reconfiguration facility on February 27, 2019 and assembly begins.

Inside view of vacuum chamber, seal bars and bag spreader (Chamber dimensions; 85 X 55 X 18 inches (2150 X 1400 X 475 mm)
Pre Factory Acceptance Test (PFAT) performed May 30. 27 minor items logged that need attention and were corrected.
After PFAT customer realizes how large the vacuum chamber is and orders additional filler plates. *Learn more about filler plates.
After PFAT customer reverses earlier decision not to have remote communication with the sealer and requests remote communication capabilities. This prompted an enhancement to the Operating System and added additional lead time.
Factory Acceptance Test (FAT) was completed on Dec-2019 and the machine shipped to the customer securely fastened inside a dedicated, intermodal container. This avoided expensive, wasteful and time consuming wood crating and packing.



Truck Loading Process
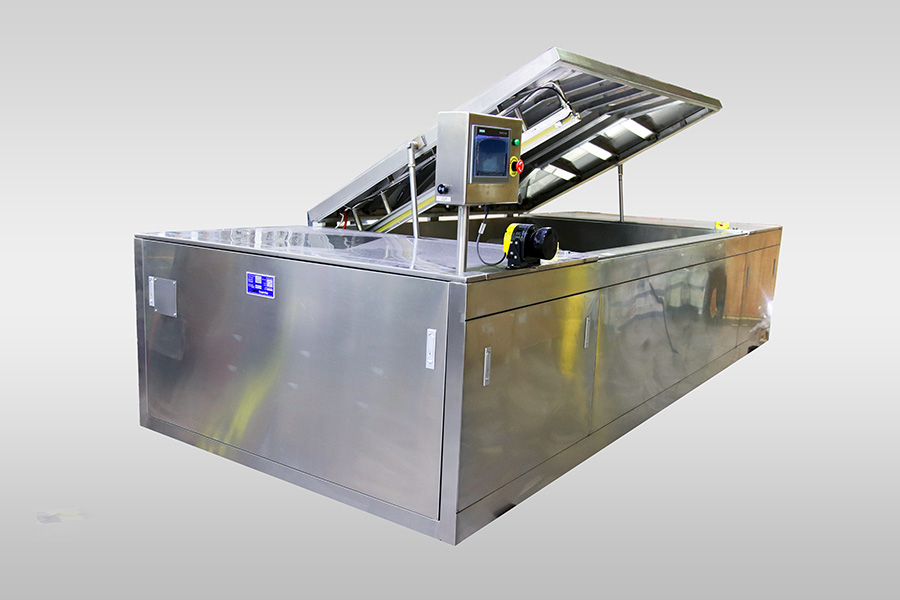
Side angle view of completed vacuum chamber sealer with the lid raised

IMPAK gratefully acknowledges the contribution of Alan D Masnek CPP for producing this case study. Alan is a 40-year veteran of the protective packaging industry that commenced when he graduated from University of Wisconsin –Stout’s well known and well regarded Packaging Engineering program. He has international experience managing crating and packing facilities in Singapore and Malaysia and, also, globally supporting packaging design and operations for Seagate disc drives.