Your shopping cart is empty!

"The Recognized Technical Experts in Our Field"
This case study began with a request by a customer in the medical field to produce a machine for impulse sealing Tyvek® with customer-specified geometric shapes (circles). Having created sealing systems for use in medical device packaging, microelectronics, and aerospace, the design of this unit called on many of the competencies IMPAK's engineers have developed in heat sealer manufacture, including:
Here are the details of this challenging custom build. The unit would need to meet the following criteria:
With the above criteria in mind, we designed and built a machine that would produce the validatable circular seals using a direct temperature-controlled impulse seal system. The design consisted of seal elements of all four sizes mounted on a stationary lower seal platen (see Figure 2) and an upper seal platen activated pneumatically via dual Opti-touch switches to ensure the operator’s hands were kept out of the seal area. Other safety guards made of clear material were added for the safety of the operator and other personnel.
The machine was also designed with an operator-controlled vacuum hold down system to keep the material being sealed in place until the start of the seal cycle. This system consisted of a vacuum port in the center of the seal area and multiple ports positioned away from the center, enabling materials of various sizes to be held down via vacuum suction (see Figure 4). Foot pedal switches allow the center and outer ports to be controlled separately (see Figure 5).
The customer specified an IDEC PLC / HMI system to control the parameters of the seal cycle and the choice of seal size being activated (see Figure 3). The operator could choose what preset recipe was to be used but would require a password if any cycle parameter changes were to be made. IMPAK has experience with IDEC, Panasonic, and Allen-Bradley PLC / HMI control systems as well as the proprietary iS2 Intelligent Sealing System that utilizes the excellent Siemens PLC / HMI hardware.
Figure 1 shows the completed machine as designed for use. The frame was powder coated white and the control housing was stainless steel. These features, along with a fully ported pneumatic system, allowed for cleanroom operation.

Fig. 1: Finished unit full front view
Figure 2 shows the lower sealing platen where the four seal elements and the thin film K-type thermocouples were mounted. The seal elements and thermocouples could be replaced without removing the entire platen from the machine. This feature kept downtime to a minimum when element replacement was required.
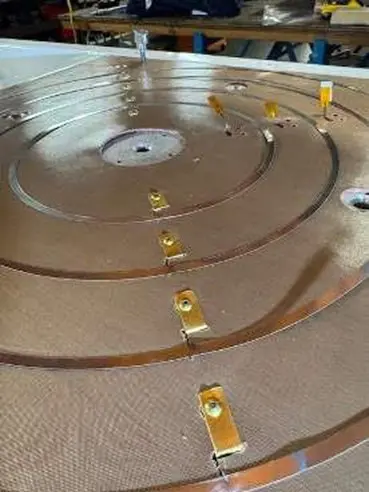
Fig. 2: Circular heating elements & thermocouples
Figure 3 shows the recipe screen on the IDEC HMI that the machine operator used to select the desired element size (this is the 9” element). It also shows the operator the seal and alarm setpoints for this recipe. However, the operator cannot make any changes to the parameters. Changes would require a supervisor with the password to enter the proper screens for changes to be made.
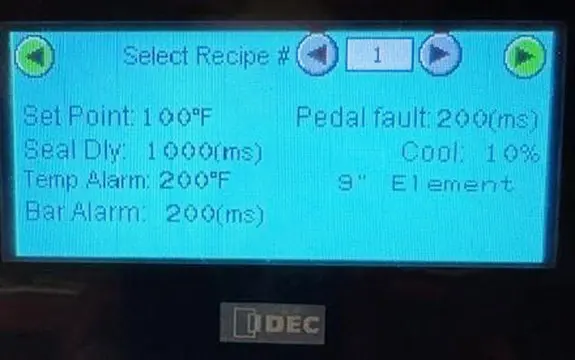
Fig. 3: IDEC controller
Figure 4 shows the placement of the vacuum material hold down system that kept the material being sealed (Tyvek®) in place until the upper pressure platen was in the down position and the seal cycle was activated. The operator could control which vacuum ports were engaged via the foot switch shown below.
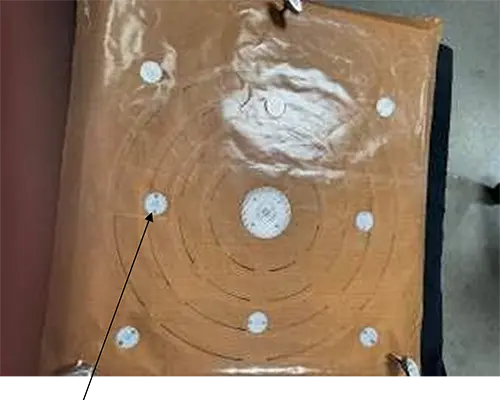
Fig. 4: Vacuum material hold down system
Figure 5 shows the footswitch configuration that allowed the operator to choose either the center vacuum port only or both the center port and the outside ports depending on the size of the material being sealed.

Fig. 5: Independent footswitch controls
Once the machine was completed, it was tested using material supplied by the customer. The customer traveled to our location and performed an FAT (Final Approval Test) on the unit. A few minor adjustments were completed and the machine was approved for shipment. The customer has recently confirmed that the machine is working well.
If you have a heat sealing project and have correctly determined that your application is too much of a challenge for other manufacturers, contact IMPAK and talk to our engineers to make it happen. Be sure to include a spec sheet for the material being sealed and the target production piece rate. If you include details of your application, we will exercise discretion as a matter of policy.